Empezaré describiendo, con palabras sencillas el "control estadístico del proceso", conocido como SPC por sus siglas en inglés.
Supongamos que tenemos que las especificaciones de una pieza son de que deben medir entre 90 y 110 mm.
No se aceptaría ninguna pieza que tuviera más o menos de dichas especificaciones, deberían ser rechazadas y.... por supuesto, un sistema robusto de calidad debería hacer que nunca salieran de la empresa.
He puesto un caso dimensional. Podríamos hablar de volumen (el líquido medio que hay en una botella), de voltaje (carga de una pila) o de lo que sea. A fin de cuentas, una medida que tiene una tolerancia máxima y una mínima.
Si se aplica un método de control de calidad 100%, el sistema es fácil. Medir una por una todas las piezas y no aceptar ninguna incorrecta.
Pero hay casos donde medir absolutamente todas las piezas es totalmente inoperativo por lo costoso que puede suceder.
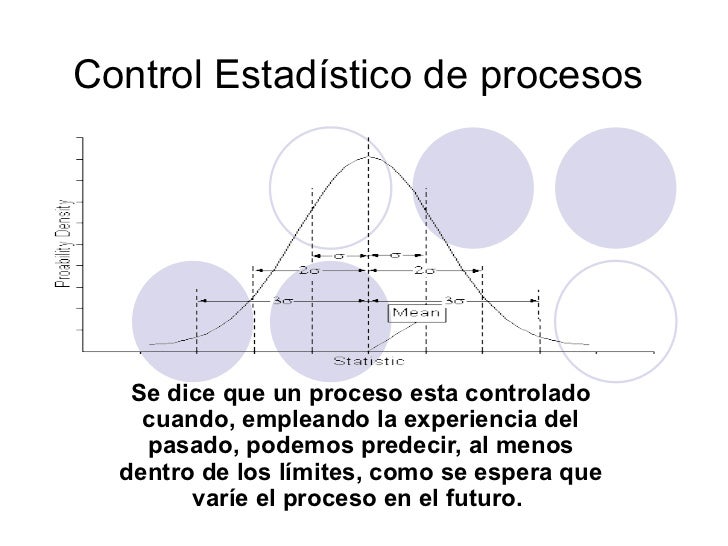
Una opción es la de "control estadístico del proceso". Se elige una muestra al azar (un 5%, 10% o lo que se considere) y se miden todas las piezas de esa muestra.
A continuación medimos la media de dicha muestra.
Por descontado, ni uno solo de los productos de dicha muestra deben estar fuera de la especificación.
Sin embargo la media debe estar en un rango más concreto.
Existen fórmulas matemáticas en función de lo grande o pequeña de la muestra pero es como para un rango de 90-110, la media de una muestra debe estar entre 96-104. Si la media está fuera (de la muestra elegida) se sospecha que es posible que haya piezas no medidas que estén fuera de especificación.
A partir de ahí... se puede rechazar el lote, se puede pedir una inspección 100% o lo que proceda. Cada empresa tendrá sus procedimientos.
En la wikipedia hay "algo" de información
https://es.wikipedia.org/wiki/Control_estad%C3%ADstico_de_procesos
en tod
y en la versión en inglés algo más
https://en.wikipedia.org/wiki/Statistical_process_control
pero buscando por google veremos incluso las fórmulas a aplicar en cada caso.
Pues bien, como digo se puede aplicar a muchos parámetros y la anéctoda que cuento es sobre lo que NO DEBE SER APLICADA
LA DUREZA
La dureza de un material se mide mediante un ensayo en el que se hace un golpe en la misma y se conoce el impacto de la misma dando un resultado según parámetros. Según el método utilizado puede ser un número en escalas (por ejemplo podemos hablar de una dureza de 65 donde el valor anterior sea 58 y el siguiente 72 sin existir valores intermedios con la maquinaria utilizada para medir).
En el caso de una colada de acero, hay muchas variables pero... si se sabe que en una pieza la dureza de una misma colada va a ser la misma..... pues si te sale una dureza de 58, te sale de ese valor en todas las piezas de la colada. Ya te puedes aburrir a hacer todos los experimentos que desees. Saldrá el mismo valor en todas las piezas.
Ahora bien, supongamos que se admite un rango entre 55 y 80 de dureza (el valor de 55 no existe, para empezar... es un valor en escala, no lineal) y tooooodo el lote ofrece una dureza de 57.
TODAS, todas, todas las piezas cumplen requisitos. Si le pasamos un control 100% no se rechazará ninguna
Ahora bien, Si burocratizamos todo y nos ceñimos al SPC nos encontramos con que lógicamente el lote debe ser rechazado por estar la media muy próxima al límite inferior (lógico, todas las piezas están apenas rozando el límite inferior pero totalmente válidas).
Fue un caso que me sucedió.
El cómo lo gestioné...a quien le interese se lo cuento por email.
Solo digo que cualquiera de las piezas (eran de seguridad) las utilizaría yo sin problemas si tuviera que hacerlo. Cumplían todas las especificaciones y, como responsable de calidad, les daba el visto bueno.
No hay comentarios:
Publicar un comentario